The Application and maintenance of HPEDM EROWA system 3R fixture tool
HPEDM erowa ITS system 3R applications
The products was mainly used on mold making
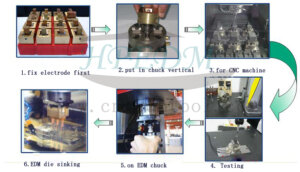
How to fix the chuck on the machine table
A. The reference mark of the chuck must face the processor When installing the chuck,
B. Clean the Z-axis datum plane of the chuck with a clean rag before use.
If the cleaning hole is blocked by copper filings, please clean it up. Be careful not to damage the positioning surface.
C. Check whether the chuck hole is clean, if there is copper scrap stuck in the steel ball hole, it needs to be cleaned in time
D. Clean the ground of the four support feet of EDM brass holder

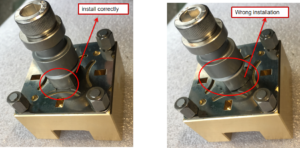
E. Check whether the chucking spigot of the brass holder was installed correctly or not
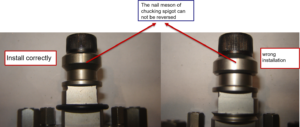
F. The installation position of the pull stud (the chucking spigot is just stuck in the slot of the centering plate,
Both directions are acceptable, and the left chucking spigot was rotated 90 degrees)
G. Check whether the centering plate is intact, and there should be no irreversible plastic deformation
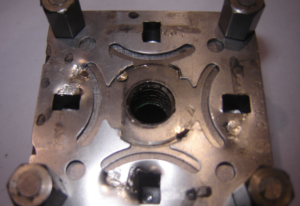
Note: (Those with such serious plastic deformation should not be used.The centering plate should be replaced before it can be put into use.
The positioning hole is out of shape or have gaps that should be stopped using.)
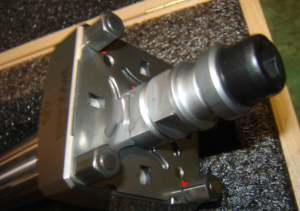
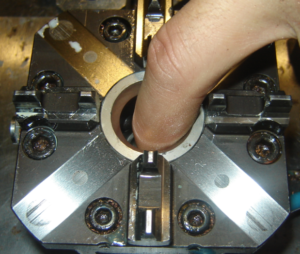
H. The electrode blank can be installed when the electrode holder is in good condition. The model of the electrode holder must be consistent with the specification of the electrode blank. The electrode should be placed in the center of the electrode holder as much as possible, and check whether it is installed firmly.

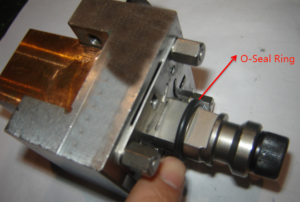
I. Check whether the O-ring is installed. The sealing ring can prevent debris and cutting fluid from entering the chuck during processing to avoid damage.
J. Clamp the electrode holder on the chuck , handle with care
![]()
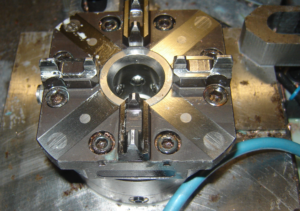
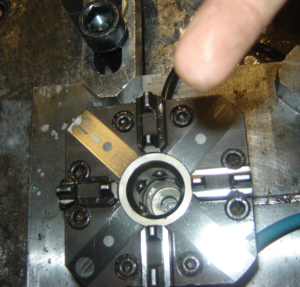
K. Check whether the electrode holder was clamped stablely or not, eliminate and avoid accidents during processing due to insecure clamping;
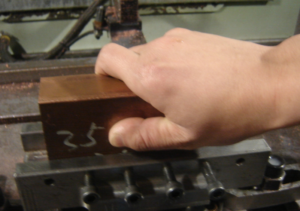
L. For electrodes over 150mm (especially red copper electrodes), remember not to use centering plate 50 for clamping and processing.
Electrodes over 200mm need to be processed with power chuck and power G plate, so as to ensure sufficient clamping force and then guarantee Electrode machining accuracy;


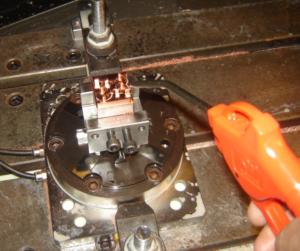
M. After the electrode was processed, the copper slag on the electrode should be blowned clean before taking it off, so as to prevent the copper slag from flowing inside the chuck when removing the workpiece;
N. After the chuck was used, the chuck should be kept closed (that is, not ventilated);
![]()
O. Clean the chuck with a clean rag to prevent the cutting fluid from corroding the chuck and shortening the life of the chuck;

P. After the chuck was used, the dust-proof pull stud should be installed on the protective chuck or covered with a cover;

Q: It is best to place the fixture base in a plastic box during usage and transportation, store it on a shelf with a plastic box, and handle it with care;

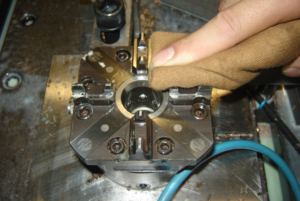
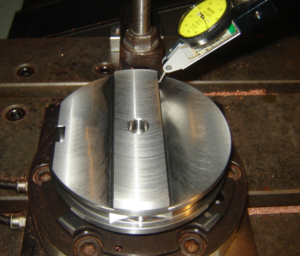
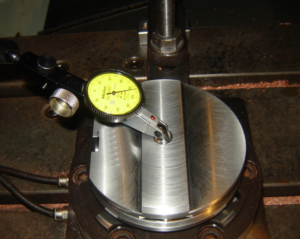
R. Carry out a simple inspection of the installation accuracy of the chuck when adjusting the machine, or arrange inspections according to the specific conditions of the company to ensure that the required accuracy is achieved and then the accuracy of the electrode is ensured
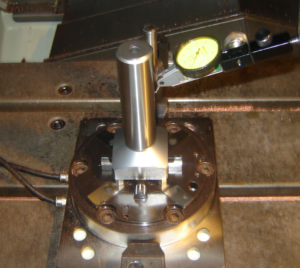
S.Please use a dedicated Alignment Pallet for detection and zero-finding
T. All datums, extension rods and other products with chucking spigots, chucking spigots and other accessories are not allowed to be disassembled,
because the high precision of the datum is also the source of accuracy in testing and adjustment, and disassembly will affect the accuracy.